TTS136 高端塑料模具钢材料
TTS136具有优异的耐腐蚀性能、抛光性能、耐磨性、机械加工性、以及淬硬时优良的稳定性,适宜制作腐蚀介质下工作或对抛光性能有较高要求的塑料透明模具。
1、玻壳模具材料;
2、透明塑料制品模具钢及较大截面的塑料模具;
3、热固型注塑制品和连续生产模具,如高端餐食包装等;
4、高级镜面光学塑胶模具,如相机透镜、眼镜和医疗容器、高端化妆品包装等;
5、强腐蚀性材料或强腐蚀性环境的注塑型模具,如生产PVC,醋酸盐类或有添加物的塑料;
TTS136典型化学成分(Wt%)
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Cu
|
V
|
其他
|
|
0.35~0.40
|
0.90~1.20
|
0.40~0.70
|
≤0.02
|
≤0.01
|
13.00~14.00
|
≤0.20
|
0.25~0.35
|
特殊元素添加
|
TTS136相似钢种
|
国标(GB)
|
美国(AISI)
|
德国(DIN)
|
日本(JIS)
|
瑞典(ASSAB)
|
奥地利(BOHLER)
|
|
4Cr13
|
420Mod
|
1.2083
|
SUS420J2
|
S136
|
M310
|
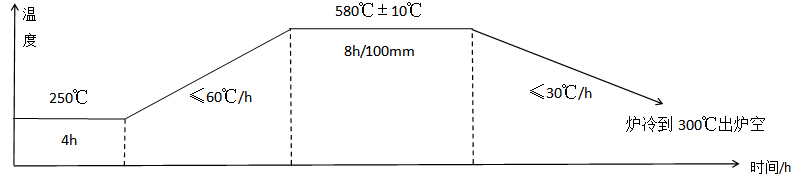
TTS136退火工艺曲线

TTS136淬火工艺曲线

TTS136回火工艺曲线
以上数据仅供参考,应根据实际炉况做适当调整。
TTS136显微清洁度/非金属夹杂物
|
通特特钢TTS136H清洁度指标
|
|
牌号
|
A(硫化物)
|
B(铝化物)
|
C(硅酸盐)
|
D(球状氧化物)
|
|
细系
|
粗系
|
细系
|
粗系
|
细系
|
粗系
|
细系
|
粗系
|
|
TTS136
|
≤2.0
|
≤2.0
|
≤2.0
|
≤2.0
|
≤1.5
|
≤1.5
|
≤2.0
|
≤2.0
|
|
TTS136ESR
|
≤1.5
|
≤1.0
|
≤1.5
|
≤1.0
|
≤0.5
|
≤0.5
|
≤1.5
|
≤1.0
|
非金属夹杂物是模具钢内部产生裂纹的起源
TTS136物理性能(淬回火至50HRC)
|
温度,℃
|
20
|
400
|
600
|
|
密度,Kg/m³
|
7800
|
7750
|
7700
|
|
弹性模量,MPa
|
200000
|
190000
|
180000
|
|
热膨胀性,X1/1000000/℃
|
/
|
11.0
|
11.4
|
|
热传导系数,W/(m℃)
|
19
|
20
|
24
|
|
比热,J/kg℃
|
460
|
/
|
/
|
TTS136机械性能
|
硬度,HRC
|
32
|
53
|
|
抗拉强度(N/mm²)
|
1100
|
1940
|
|
屈服强度(N/mm²)
|
890
|
1540
|
|
延伸率(%)
|
15
|
9
|
|
断面收缩率(%)
|
55
|
28
|
|
冲击值2uE20℃(J/cm²)
|
60
|
25
|
TTS136模具钢加工
抛 光:TTS136在淬硬及回火后的状态下使用粒度180~320的砂轮或磨石做初步研磨、使用粒度400~800的砂纸或粉末研磨、使用粒度12.6及3um的石膏和抛光用的纤维垫。
研 磨:正确的研磨技术能避免产生裂缝,且能增加工具的寿命。如果材料在低温回火状态下研磨,则在研磨期间变得很敏感,只有柔软的且开放晶粒式的砂轮才能使用,同时必须由良好的冷却剂。
焊 接:通常工具钢应尽可能避免焊接,因为容易开裂。若做好焊接前的准备工作,如在焊接部位预热,则较容易成功,焊接后必须立即采取消除应力和回火。
应力消除:经过粗加工后,必须加热至650℃,均温2小时,缓慢冷却至500℃,然后于空气中冷却。
压缩空气:循环空气或大气。
|









