TT718冶炼方法及工艺:
超高功率电弧炉+LF+VD→ 氩气保护浇铸 → 高温扩散→多向锻造 → 锻后热处理→超声波探伤
TT718产品特点:
材料达到电渣级别材质,偏析极少;具有良好淬透性、调质硬度均匀、切削加工性能好、抛光性能佳、蚀刻性能优良、耐腐蚀、耐磨损、高热传导性优越,提高注塑产品生产率。
1、适合透明、大体积或高精度之塑料模具制品;
2、汽车保险杠模具,汽车内饰件模具;如:仪表盘、影响盒等;
3、家用电器模具;如:空调外壳模、电视机箱盖、洗衣机滚筒模具等;
TT718典型化学成分(Wt%)
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Ni
|
Mo
|
Cu
|
其他
|
|
0.35~0.42
|
0.20~0.40
|
1.30~1.60
|
≤0.025
|
≤0.015
|
1.80~2.10
|
1.00~1.20
|
0.18~0.25
|
0.0~0.25
|
特殊元素添加
|
TT718相似钢种
|
国标(GB)
|
美国(AISI)
|
德国(DIN)
|
日本(JIS)
|
瑞典(ASSAB)
|
奥地利(BOHLER)
|
|
3Cr2MnNiMo
|
P20+Ni
|
1.2738
|
PAC5000
|
718
|
/
|
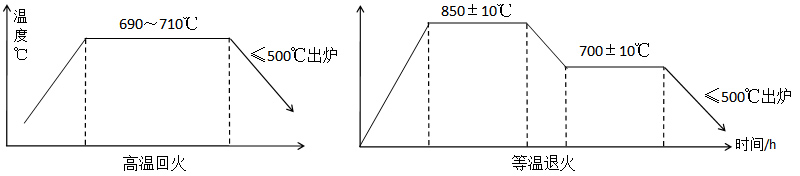
TT718预先热处理工艺曲线
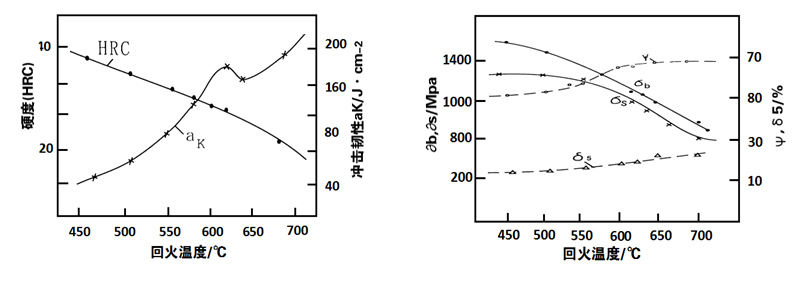
TT718回火温度对硬度、冲击韧度、强度和塑性的影响
|
TT718钢的临界温度
|
|
临界点
|
Ac1
|
Ac3
|
|
温度(近似值)/℃
|
715
|
770
|
以上数据仅供参考,应根据实际炉况做适当调整。
|
铣削加工(切削刀具:硬质合金)
|
焊接
|
|
粗铣
|
切削速度70~90/min
|
焊接方法:氩弧焊
|
|
切削深度2.0~3.0mm
|
预热:300~400℃
|
|
精铣
|
切削速度90~110m/min
|
焊后回火温度550~600℃
|
|
切削深度1.0~1.5mm
|
保温2~4小时
|
TT718显微清洁度/非金属夹杂物
|
TT718钢的清洁度指标
|
|
牌号
|
A(硫化物)
|
B(铝化物)
|
C(硅酸盐)
|
D(球状氧化物)
|
|
细系
|
粗系
|
细系
|
粗系
|
细系
|
粗系
|
细系
|
粗系
|
|
TT718
|
≤1.5
|
≤1.0
|
≤1.5
|
≤1.0
|
≤1.0
|
≤0.5
|
≤1.5
|
≤1.0
|
非金属夹杂物是模具钢内部产生裂纹的起源
TT718物理性能(试样硬度340HBW,在室温及高温条件下)
|
温度℃
|
20
|
200
|
400
|
|
密度g/cm
|
7.8
|
7.75
|
7.7
|
|
热导率λ/W(m.k)-1
|
29
|
29.5
|
31
|
|
弹性模量(MPa)
|
205000
|
200000
|
185000
|
|
TT718钢的热膨胀系数
|
|
温度℃
|
20~100
|
20~200
|
20~300
|
|
热传导系数X1/1000000/℃
|
11.9
|
12.5
|
13.1
|
TT718机械性能(试样硬度340HBW)
|
温度℃
|
20
|
200
|
400
|
|
屈服强度(N/mm²)
|
980
|
925
|
770
|
|
延伸率(%)
|
13
|
14
|
16
|
|
断面收缩率(%)
|
49
|
51
|
52
|
|
冲击值(J/cm²)
|
20
|
32
|
42
|
TT718模具钢加工
成品出厂预硬状态交货,交货硬度HRC:28~36。
|









